Last week, Third Derivative welcomed 31 startups to our Industrial Innovation Cohorts alongside our first general cohort of 2025. Today, we’re excited to highlight 26 new startups entering our program, who will be joined by five industrial innovation startups in our existing portfolio. The Lemelson Foundation, Third Derivative, and RMI launched the Industrial Innovation Cohorts initiative in 2024 to accelerate advancements in cement, steel, and chemicals decarbonization. This dedicated initiative is supported by a deep well of industry-specific expertise across the Third Derivative ecosystem, which includes industry leaders and mentors, corporate partners, and RMI’s world-class research teams and industry experts.

Above: Companies selected for the Industrial Innovation Cohorts.
The Industrial Problem
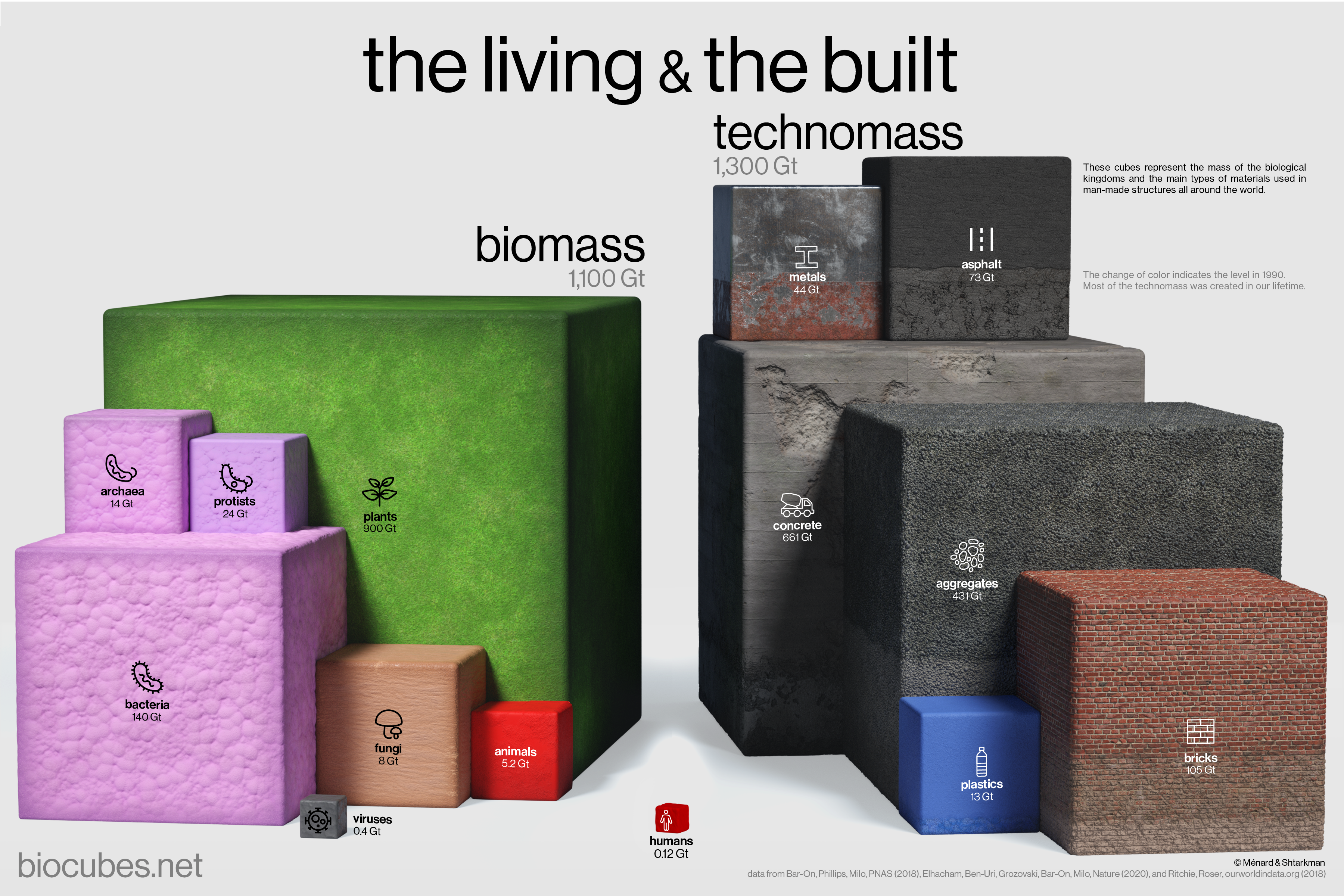
Heavy industry is responsible for about 30 percent of global carbon pollution. Over half of that comes just from the cement, steel, and chemicals sectors. This is partly because they rely on emissions-intensive processes, and largely due to the sheer volume of global production of these materials. The mass of all human-made materials, including concrete, metals, and plastics, outweighs the mass of all living things on Earth by 200 billion tons, and demand for these materials is continuously growing. These industries are quite literally the building blocks of our society. Without intervention, heavy industry is expected to become the largest source of global carbon emissions within a decade. High capital requirements, strict codes and standards, and extreme risk aversion contribute to the challenge of commercializing innovations that these sectors need to build our sustainable future.
{kind=link}
The Innovation Solutions
To bridge this innovation gap, we are accelerating a diverse suite of technologies across the value chain. In collaboration with RMI, we developed robust investment theses to identify the critical technologies needed to transform each sector. These technologies can be classified into three general categories:
- Make Less: Innovations to reduce demand for virgin materials through materials substitution, recycling, upcycling, and increasing efficiency in supply chains and material use — in addition to non-technology efforts like reducing overconsumption and overproduction
- Make Better: Reducing emissions in existing processes through direct electrification, materials and feedstock innovations, and process efficiency
- Make New: Disruptive technologies and novel processes to fundamentally change how materials are produced, with low or zero emissions from the start
By supporting a portfolio of startups across these three categories, the Industrial Innovation Cohorts can enable significant emissions reductions in the near term while unlocking the potential for true zero-emissions industrial processes in the long term.
The 26 new startups in the Industrial Innovation Cohorts below will be joining several existing startups in our portfolio tackling heavy industry, including Dunia Innovations, EnviCore, Helix Carbon, Oxylus Energy, and PuriFire Energy — for a total of 31 startups across our initiative.
Accelerating the Industrial Innovation Ecosystem
Third Derivative distinguishes itself from other climate tech accelerators by offering an 18-month founder-friendly program that includes tailored programming, RMI’s unparalleled expertise, and connections to our strategic corporate and investor network. To further support the unique needs of industrial innovators, we developed a dedicated set of resources to support startups in these sectors. If you’re ready to be a part of the industrial innovation solution — whether as a partner, mentor, or investor — we welcome you to reach out here.
We onboard a new cohort of innovators twice a year, so if you or someone you know is building a transformative climate tech startup, we’d love to hear from you. Sign up to receive the latest updates on our upcoming efforts, including expanding our work and support for startups in Southeast Asia, India, and the Middle East. Learn more about our program and apply to join our portfolio here.